 中文
中文 英文
英文


 在線客服
在線客服
1、閥門的安裝
閥門安裝最好使用吊環安裝,采用鏈條安裝時,注意對閥門外涂層采取保護措施。當閥門帶支架或傳動機構時,應將吊繩固定在閥門吊環上,不能將吊繩置于傳動機構上;吊繩或吊裝鏈條不能擠壓閥門外部配件及其延長桿,以免損壞閥門執行機構,導致閥門無法開關或開關困難。

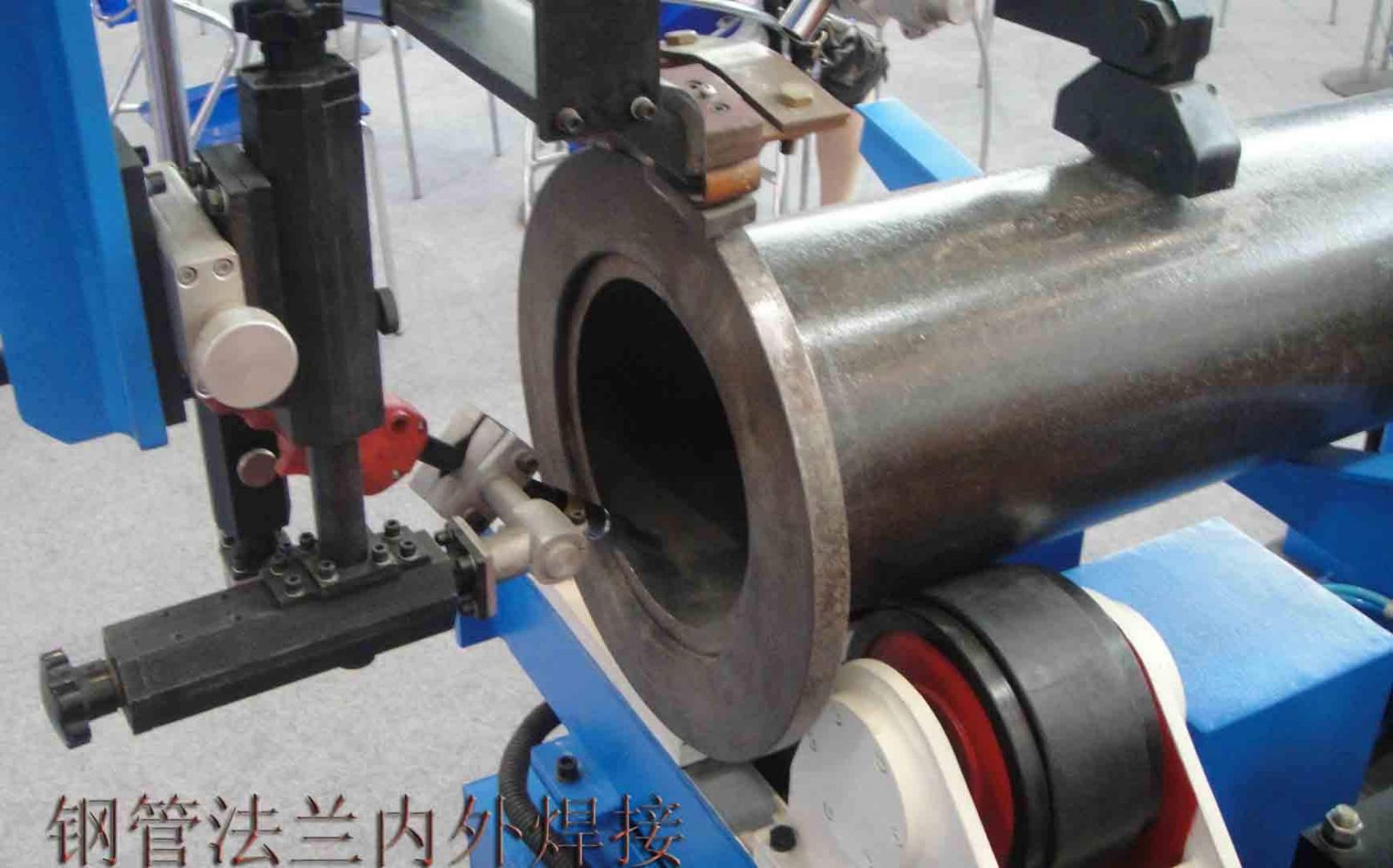
2、閥門的焊接
(1)閥門就位后,在進行閥門的預熱及焊接時,閥門應置于全開位置,否則,在焊接過程中,球閥的閥球及閘閥的閘板上會沾上焊渣,投產時這些附著的焊渣會劃傷閥座密封,導致閥門內漏,嚴重時會導致閥門失效。
(2)閥門必須支撐在各自的底座上或分別支撐。
(3)閥門焊接后,如需轉動閥門,應采用手動注脂槍填加潤滑脂。
(4)確認排污口、排壓口處于關閉狀態。
(5)一般的球閥安裝無方向性,但應注意操作側的位置。有的球閥安裝時具有方向性,一定按照閥門閥體上的箭頭標識去安裝,不能反裝。例如,西部管道的原油、成品油站場的部分球閥進出口側采用的是兩種閥座密封形式,一端采用雙活塞效應閥座,另一端采用自泄式密封閥座,如果反向安裝,投用后閥門將會自動泄壓,發生管道事故。
3、閥門焊接后的要求
(1)閥門在焊接后試壓前,應注入潤滑脂,以保證閥門密封面之間充滿潤滑脂,將焊接時附著在閥座密封面處的雜質用潤滑脂排出。
(2)檢查閥門狀況,保證各個外部接頭鎖緊,無松動;確認排污口、排壓口處于緊鎖狀態,為試壓作準備。
(3)根據試壓方案操作閥門,使閥門處于規定的位置。-三精閥門技術部提供
侵權刪